�a(ch��n)Ʒ���
���T�YӍ
(li��n)ϵ�҂�/Contact Us
 ��ַ���Ϻ��з��t�^(q��)����(zh��n)�ǻ�·188̖(h��o)1��
ꐽ�(j��ng)����15021366229
��ַ���Ϻ��з��t�^(q��)����(zh��n)�ǻ�·188̖(h��o)1��
ꐽ�(j��ng)����15021366229 ꐽ�(j��ng)����18616962314
QQ��76667015
�W(w��ng)ַ:mm595.cn
Email:[email protected]
���Gɫ���܉�LͲݔ�͙C(j��)����ϵ�y(t��ng)�đ�(y��ng)��
����Դ��http://mm595.cn �l(f��)���r(sh��)�g��2018-10-10 14:01 �g�[�Δ�(sh��)��
����(n��i)ͬ����I(y��)�܉ݔ���b�ìF(xi��n)�r������(n��i)�����L�܉������ˮ�������������o(j��)70��80������܉ݔ�ͷ�ʽ���@�Nݔ�ͷ�ʽ�����c(di��n)�������ö��_(t��i)�p�ٙC(j��)���b�ں������a(ch��n)��ݔ�������(q��)��(d��ng)݁�c�܉܉�a(ch��n)��Ħ���(q��)��(d��ng)�������Ӻ���L�܉��25 m/min�ٶȣ�ݔ�͵������5��(g��)25 m�ļӹ���λ���ӹ���500���܉��Ʒݔ�͵��L܉�l��Ʒ�_(t��i)�ȴ��b܇���S���@�N�Y(ji��)��(g��u)ʼ�K���������ܺ�����ݔ�ٶ����Ć��}��
2��ԭ��������
�Ҷ��аl(f��)���܉�LͲݔ�͙C(j��)�{(di��o)���O(sh��)�估����ϵ�y(t��ng)�˷��ˇ���(n��i)���L�܉���b�r(sh��)���ڵĆ��}����֝M����500 m�L�܉����_(t��i)�ĵ��\(y��n)Ҫ����������ٶȿ��_(d��)��77 m/min��
�܉݁��ݔ��ϵ�y(t��ng)���܉�LͲݔ�͙C(j��)����늚����ϵ�y(t��ng)2���ֽM�ɣ�
(1)�C(j��)е���ּ��g(sh��)ԭ�����܉�LͲݔ�͙C(j��)�C(j��)е������늙C(j��)���p�������_���(q��)��(d��ng)��݁�����������ǣ�늙C(j��)���p�������_���(q��)��(d��ng)��݁��3�߱˴�ͨ�^�X݆�������ã�����(d��ng)�������_���(q��)��(d��ng)��݁���(n��i)2λ�ù̶��Ă���(d��ng)�S��2λ�ù̶��Ă���(d��ng)�S�ַքeͨ�^���Ե�һ�M�X݆�ф�(d��ng)�������A���܉܉���(q��)��(d��ng)��݁����(d��ng)��Ҫݔ���܉�r(sh��)�������U�Ƅ�(d��ng)2��(du��)�(q��)��(d��ng)��݁���S����Һ�����������ºϲ��A��ס�܉܉����ͨ�^늙C(j��)�(q��)��(d��ng)�X݆����(d��ng)�?zh��n)�ÿ��(g��)�(q��)��(d��ng)��݁�D(zhu��n)��(d��ng)����Ħ����ʹ�܉����݁��������ݔ������(d��ng)�L�܉��ȫ��ݔ�͵�500 m�L܉����_(t��i)��Ҫ���x�r(sh��)��4��(g��)�(q��)��(d��ng)��(d��ng)��݁��Һ�����������´��_���܉���ԏ�ݔ�͙C(j��)�ϵ��x݁������
(2)늚ⲿ�ּ��g(sh��)ԭ����늚����ϵ�y(t��ng)��Ҫ�ɣ��t���늂��������t��ضȂ��������ӽ��_�P(gu��n)���ɾ��̿�������׃�l�����^����ȽM��������܉�C(j��)���b�мt��ضȂ������ͼt���늂����������a(ch��n)���ĸ���λ�ϰ��b���܉�\(y��n)��λ�Ùz�y(c��)������������B(t��i)�z�y(c��)�Լ������Y(ji��)��������Ť���������a(ch��n)���Ĺ�����B(t��i)ͨ�^������λ�ò�������c�����ƹ��B�ӣ�����(j��)�܉����λ�ú�����B(t��i)�z�y(c��)��Ϣݔ�͵��ɾ��̿������������܉���ӹ�λ�l(f��)���_�����i�]���a(ch��n)�����܉�\(y��n)����̖(h��o)��늚���ƿ�D��D1��
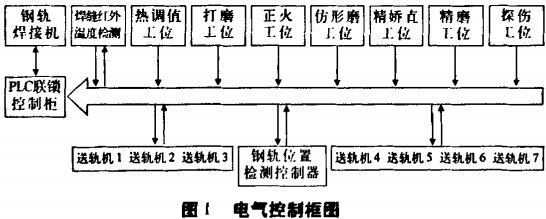
�܉���әC(j��)�_ʼ����ͬ�r(sh��)��PLC�l(f��)����̖(h��o)�i�]���l݁���������m(x��)����λ�_ʼ�M(j��n)�й����������r(sh��)�g��Փ��С�ں��ӕr(sh��)�g��ÿ��(g��)��λ������ɺ���(li��n)�i���ƹ�l(f��)���_��݁��Ո(q��ng)��ָ�������әC(j��)��ɺ��ӳ�����Ԅ�(d��ng)���݁���i�]��������(d��ng)݁��ݔ���������m(x��)��һ��λ���F(xi��n)�����r(sh��)���i�]���o���_�����l݁����̎��ֹͣ?f��n)�B(t��i)����(d��ng)�܉���p�\(y��n)������܉�C(j��)1λ�Õr(sh��)�����p�t��ضșz�y(c��)����ģ�K�z�y(c��)���܉�ı���ضȴ����O(sh��)����͜ض�ֵ�r(sh��)���_�J(r��n)���pλ�ðl(f��)��ָ����݁���A�֝L݆�Ԅ�(d��ng)���_�����⺸�p�ܝL݆�D����ɚ�?ji��n)����뺸�p���_���p��L݆�ٴκϔnݔ���܉���S���܉�����L�ȵ��������L�܉���λ�Ùz�y(c��)�������z�y(c��)���܉�\(y��n)�е���܉�C(j��)Bλ�Õr(sh��)�Ԅ�(d��ng)�����܉�C(j��)l����܉�C(j��)2�_ʼ�^�m(x��)ݔ������ֱ���������һ��܉�C(j��)̎���Դ���Ʊ��C����(g��)ݔ�͙C(j��)̎���B�m(x��)����ݔ������B(t��i)��ֱ�����܉�͵�ָ��λ������(j��ng)�y(c��)ԇ��늙z�y(c��)�����bλ���g���s100 m��
“�Gɫ”�܉�LͲݔ�͙C(j��)�Y(ji��)��(g��u)����ռ����e��
ԭ��݁�����ͷ�ʽ�ɱ������S�o(h��)���y���ɿ��Բ����Gɫ”�܉�LͲݔ�͙C(j��)���м��g(sh��)���������ܿɿ�����ȫ��(w��n)�����S�o(h��)�ɱ�����ռ�ؿ��gС�����c(di��n)�������܉�LͲݔ�͙C(j��)�˷����(q��)��(d��ng)݁�A���܉�^����܉��ݔ�͙C(j��)�܉�y�ڏ�ݔ�͙C(j��)���x��ȱ�������H�ܺܺÝM��500 m�L܉����_(t��i)�ĵ��\(y��n)Ҫ�������ҽY(ji��)��(g��u)�o�����w�eС�����Դ���ݔ�͙C(j��)���ȃH���܉܉���ȼ�2��(g��)�(q��)��(d��ng)ֱ݆݁�������ȱȇ���ݔ�͙C(j��)���ȴ��pС��ݔ�͙C(j��)�����Դ��݁�������Ȍ�(du��)�L܉����_(t��i)��܉��e���oӰ���ͬ�r(sh��)�A��܉����2��(du��)�(q��)��(d��ng)݆���_�����(q��)��(d��ng)݆�ϲ��]���㲿������(du��)�܉���\(y��n)�O�鷽����
“�Gɫ”�܉�LͲݔ�͙C(j��)��(ji��)�ܣ�����
������ÿһ������λ���b�t��������C(j��)�ɾ��̿����������l���a(ch��n)���y(t��ng)һ������݁��ݔ��ϵ�y(t��ng)�����i��������ֻ�Ю�(d��ng)���й�λ�����Y(ji��)��������ϵ�y(t��ng)�ſ��Ԅ�(d��ng)���i������(d��ng)݁����ݔ�O(sh��)�����µ�����ſ��M(j��n)�й��������������ϵ�y(t��ng)�İ�ȫ�����cԭ�м��g(sh��)����^���p���˺ܶ���(d��ng)��݁���(q��)��(d��ng)늙C(j��)���چ���(d��ng)�r(sh��)�����˄�(d��ng)��݁�c�܉��Ħ��������
“�Gɫ”�܉�LͲݔ�͙C(j��)��4��(g��)�(q��)��(d��ng)��݁ͬ�r(sh��)�(q��)��(d��ng)��ݔ��500 m�L�܉�ȇ������M(j��n)���܉ݔ�͙C(j��)늙C(j��)���ʜp�ټs1/2������ͬ����܉ݔ��늙C(j��)��30 KW�����(q��)��(d��ng)500 m�L�܉�����܉��_(d��)�������\(y��n)�����o������С��
�܉ݔ�͙C(j��)�ĆΗl���a(ch��n)����Ҫ���b7�_(t��i)�������ʞ�105 KW�����õ���“����”��ݔ��ʽ����(sh��)�Hÿ���L܉�lֻ��Ҫ15KW���ʾ͝M���ݔҪ����ÿ�������܉���͕r(sh��)�g��30 min���������7.5 kwh��һ��ݔ��22���L�܉�l���������165 kwh�����������49500 kwh���cԭ�����a(ch��n)�����܉ݔ��ģʽ����^���Ηl���a(ch��n)���c25 m���a(ch��n)��ʽ���^ÿ�깝(ji��)��222750 kwh��
�Gɫ”�܉�LͲݔ�͙C(j��)�O(sh��)ʩ���M(j��n)�����ֺ������C(j��)е���̶ȸ������нY(ji��)��(g��u)������ռ����e�٣���(ji��)�������(qi��ng)�����a(ch��n)Ч�ʸߵ����c(di��n)�����χ��ҭh(hu��n)����(bi��o)��(zh��n)�ĬF(xi��n)������܉���a(ch��n)��Ҫ����
��һƪ����(d��ng)���(q��)��(d��ng)ʽ�����LͲݔ�͙C(j��)���O(sh��)Ӌ(j��)
��һƪ���ƽz������LͲݔ�͙C(j��)���Ƹ��M(j��n)
���P(gu��n)��(bi��o)����
��һƪ���ƽz������LͲݔ�͙C(j��)���Ƹ��M(j��n)
���P(gu��n)��(bi��o)����
���P(gu��n)��
- Ƥ��ݔ�͙C(j��)˺�ѹ��ϼ�����o(h��)��ʩ����2018-11-15
- �LͲݔ�͙C(j��)�İl(f��)չ���F(xi��n)���о�������2018-11-15
- �LͲݔ�͙C(j��)�İl(f��)չ���F(xi��n)���о���һ��2018-11-15
- Ƥ��ݔ�͙C(j��)���w���ϷQ�ؽo��ϵ�y(t��ng)�O(sh��)Ӌ(j��)��̽2018-11-01
- Ħ��ʽ�e�ŝLͲݔ�͙C(j��)�b�õ��O(sh��)Ӌ(j��)2018-11-01
- �LͲݔ�͙C(j��)PLC���Ƽ��g(sh��)�ڿ��{(di��o)���a(ch��n)ϵ�y(t��ng)�еđ�(y��ng)��2018-11-01





